
Industry experience
The transport of hydrogen via pipelines is not new and has existed internationally, most notably within both Europe and the USA, for decades. However, this experience is largely within the petrochemical industry and among industrial users, such as for the production of ammonia. As a result, this experience is generally limited to transporting comparatively small volumes of hydrogen under low-stress conditions, using lower-strength steels when compared to hydrocarbon transmission systems.
The key challenge lies in bridging this gap between existing experience within the petrochemical industry and the traditional demands of and material use seen in natural gas infrastructure.
Addressing this gap is crucial and has prompted a surge in R&D and joint industry projects aimed at developing standards and guidelines that will enable safe, efficient pipeline repurposing at the performance levels required for feasible repurposing at scale.
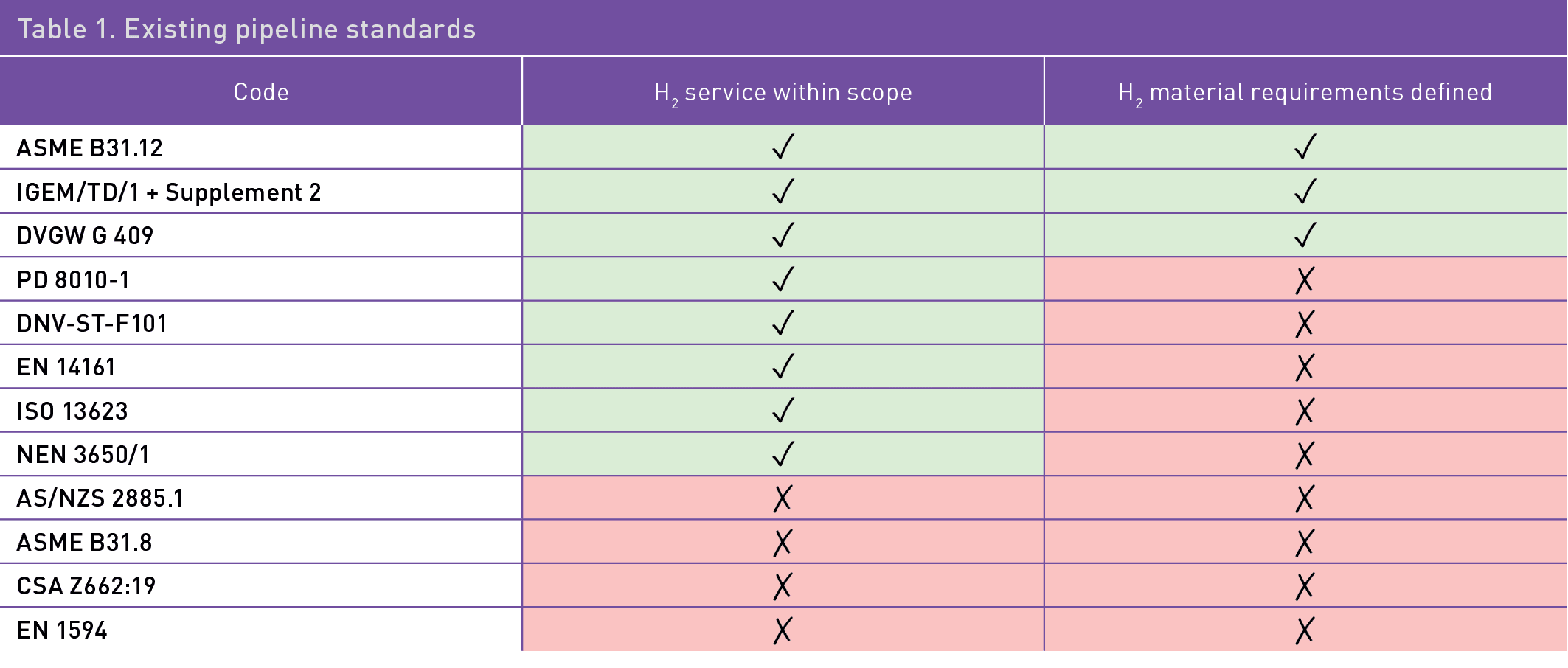
The pipeline codes and standards currently available provide limited guidance on repurposing to hydrogen service, with ASME B31.12 commonly considered the governing standard for hydrogen. Table 1 shows the extent of code coverage of hydrogen systems.
Hydrogen embrittlement
There are significant material challenges associated with designing and repurposing pipelines for hydrogen service due to the risk of hydrogen embrittlement. This phenomenon may occur in metals, including carbon steel, when exposed to hydrogen in a pressurised environment and result in a material prone to crack initiation and growth, most notably by increasing fatigue crack growth rates and degrading material fracture toughness, impacting allowable flaw sizes and operational loading, and in the context of repurposing, potentially impacting Maximum Allowable Operating Pressures (MAOP).
Fatigue cracking
The presence of hydrogen can accelerate the growth of pre-existing cracks under cyclic stress and reduce fatigue life. Research has shown that the rate of fatigue crack growth in hydrogen can be up to 10 times higher than in air. The linepipe strength/grade and microstructure appear to have little impact on fatigue, but the accumulation of fatigue damage is increased by lower cycle frequencies. This may have significant implications for the design life and allowable operating conditions of existing pipelines repurposed for hydrogen service, particularly for aging pipelines or those subjected to significant cyclic loading from pressure variations or external forces.
Toughness degradation
The presence of hydrogen can reduce effective fracture toughness, which is a measure of a steel’s resistance to the propagation of pre-existing cracks (e.g., fatigue cracks, planar weld flaws) under constant applied tensile stress. Research by the University of Grenoble tested X70 pipe under 85 bara hydrogen pressure and demonstrated a significant reduction in toughness even if a small amount of hydrogen (1%) is present.
Laboratory testing carried out to date suggests this degradation effect is sensitive to a variety of parameters, with a wide variation in results found between different materials following different testing methods.
Further work is required and ongoing to better understand this crack propagation mechanics and rationalise testing result variations between materials.
Design solutions in repurposing
ASME B31.12 is currently considered the governing pipeline standard for designing and repurposing pipelines for hydrogen service and provides two approaches to material qualification.
An Option A approach allows for the repurposing of pipelines without any requirement for fracture mechanics testing in a hydrogen environment by keeping operational stresses within the bounds of proven operational experience. Repurposing to this approach does not allow for modern high-strength steels to be effectively utilised and typically requires a significant de-rating in pressure. In addition, material qualification requirements, such as hardness limitations are unlikely to be met by typical natural gas pipe material unless specified for sour hydrocarbon service.
The Option B approach allows for the repurposing of pipelines with potentially no reduction in allowable operating pressure. This approach utilises fracture mechanics qualification testing and Engineering Critical Assessment (ECA) to quantify the impact of embrittlement to safely justify the maximum allowable defect sizing, grown by fatigue loading over the pipeline life under maximum design loading, in addition to specifying a minimum required toughness of (Kmat) of 55 MPa(m)0.5.
Qualification testing
A key risk to repurposing is the material fracture toughness. This determines the acceptable defect sizes within the pipe body and welds in hydrogen service, with consideration of cyclic loading and increased fatigue crack growth rates. In a repurposing context, the demonstrated fracture toughness will determine (a) whether any existing cracks are acceptable, and (b) whether the critical crack size can be detected by current technology. The fracture toughness of the pipe material, seam and girth welds in a hydrogen environment must be determined to facilitate high-stress repurposing.
Fracture Mechanics (FM) qualification testing within the industry-governing standard ASME B31.12 references linear elastic FM methods to ASTM E1681 and ASME VIII. Wood’s experience in hydrogen and H2S qualification testing, pipe mill engagement exercises, and wider engagements with the pipeline industry have led to the recommendation of elastic-plastic FM methods as per ASTM E1820. This approach has been traditionally used for qualifying pipeline for sour gas offshore and is being increasingly recognised and adopted within the industry.
While there are existing codes such as DNV-RP-F108 that address the relevant testing methods in the context of sour gas service, there are still uncertainties and variation seen between testing programmes regarding key testing parameters such as loading rate and specimen preparation. While Wood has developed its own testing specification to support ongoing projects, further work is needed to establish a consistent industry-wide approach to testing that accurately reflects embrittlement effects.
Sampling frequency
Due to uncertainties in reliably predicting toughness degradation in hydrogen service, current material qualification practices, as per ASME B31.12, rely heavily on destructive testing with an empirical sampling frequency of one per mile. This approach is impractical, especially for offshore pipelines where accessibility and costs pose significant challenges. A move towards a more technically driven approach is vital.
Wood is supporting Transmission System Operators (TSOs) in justifying a more pragmatic material sampling strategy which aims to reduce sampling frequencies by categorising ‘comparable pipe’ sections with similar fracture toughness properties based on:
- Analysis of existing material records and historical inspection data
- Application of modern in-line inspection technologies that measure key material properties which indicate a susceptibility to toughness degradation, such as hardness and cracking, and may provide insights into the microstructure in the absence of pipe mill certificates and welding qualification data.
- Strategic non-destructive testing (NDT) and selective dig-ups for empirical validation
- Opportunistic sampling from accessible pipe sections during maintenance, modifications, or from spare pipelines
Current Joint Industry Projects (JIPs), including DNV’s H2PIPE, are addressing this significant gap. As our understanding of hydrogen embrittlement improves, it is expected that the industry will gradually relax the stringent qualification testing requirements, allowing for evidence-based justifications using data from analogous pipelines. However, the JIP partners acknowledge that this desired outcome is currently some years off.
Case study ECA
Following the Option B approach, once the fracture toughness in hydrogen is known, the integrity envelope for the pipeline must be determined following an Engineering Critical Assessment (ECA).
This involves calculating critical flaw sizes, considering potential fatigue crack growth, and ensuring these flaws are within the detection capabilities of existing in-line inspection (ILI) technology, making limitations in current inspection tools critical in repurposing. If the critical crack size is too small to be detected, the MAOP of the pipeline may have to be reduced, or the low fracture toughness regions of the pipeline replaced.
State-of-the art Electromagnetic Acoustic Transducer (EMAT) intelligent pigs are capable of detecting cracks at depths of up to approximately 1 mm in parent metal and 2 mm in longitudinal and girth weld material, for wall thicknesses of up to 20 mm, with the weld crack depth detection expected to improve to 1 mm in the near future. However, it should be noted that currently, EMAT technology has its own inspection limitations, such as pipe wall thickness, for example.
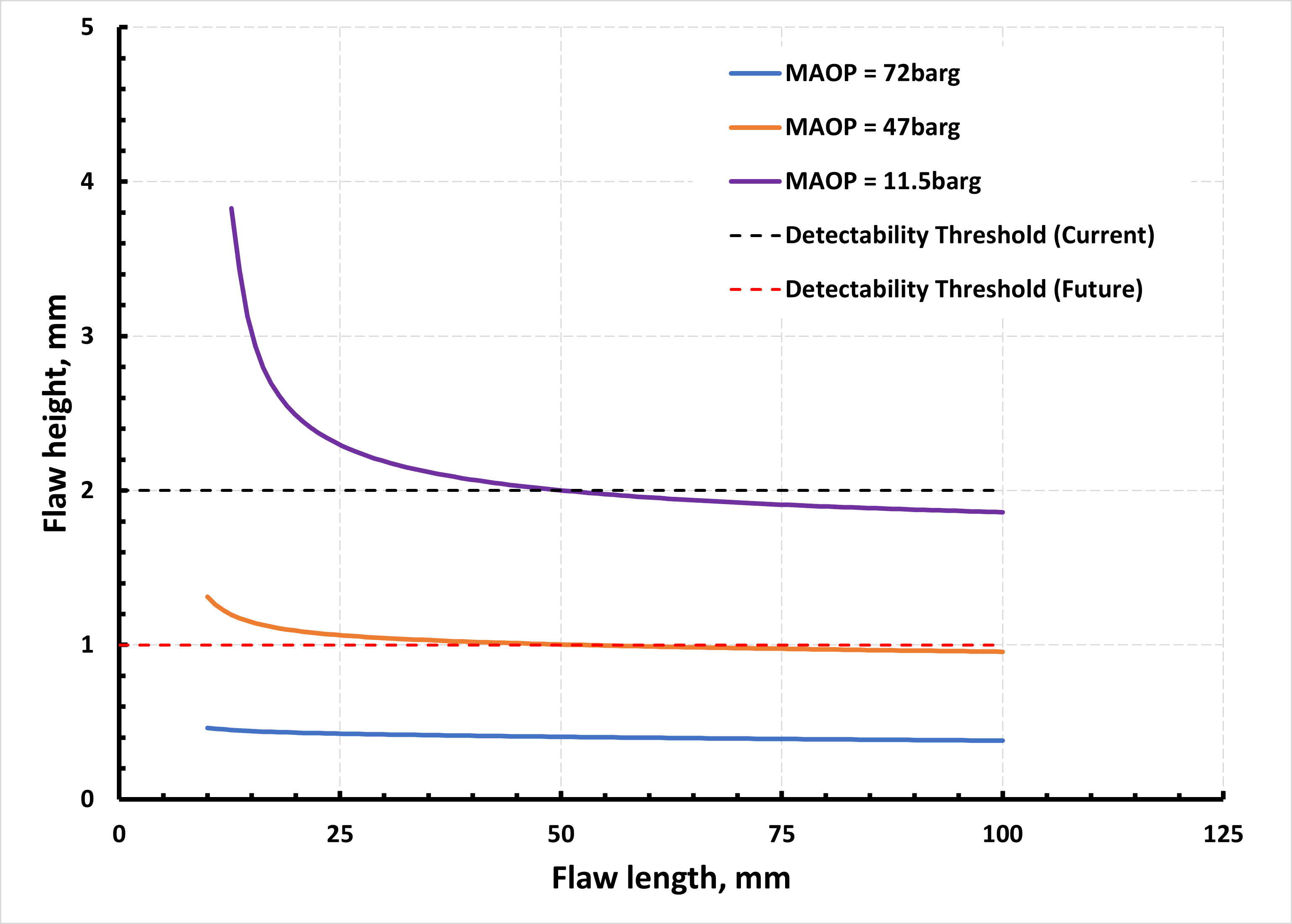
To demonstrate the sensitivity of repurposing to ILI technology capabilities and fracture toughness, Wood has performed a theoretical case study ECA for a typical onshore gas transmission pipeline (72 barg DP, X60 SAWL) considering current and anticipated future ILI crack detection capabilities, pressure de-rating scenarios, and a range of fracture toughness values that may reasonably be achieved.
For a 50mm flaw length, these results demonstrate the need for improvements in crack detection capabilities from the current 2mm threshold, to demonstrate fracture toughness values greater than the minimum code requirements, and potentially the requirement to reduce allowable operating pressures.

Gas velocity
Repurposing natural gas infrastructure to hydrogen presents a challenge due to hydrogen’s lower volumetric energy density, which is approximately one-third that of natural gas at typical transmission pipeline conditions. Therefore, to maintain energy throughput parity when repurposing, the flow velocity must be increased significantly.
While hydrogen’s lower frictional pressure drop does allow for higher velocities to be achieved with the same pressure drop, this increase in velocity risks eroding the pipeline wall and components, particularly at bends and in aging pipelines with greater potential for particulates to be present. Additionally, significant turndown is likely to be required during inspection to achieve suitable pigging velocities, typically 5 m/s or less.
Gas transmission pipelines typically operate within a velocity range of 5–15 m/s to manage pressure loss effectively, with a commonly stated maximum velocity of 20 m/s for ‘unfiltered gas’, and 40 m/s for pipelines and within above-ground facilities for filtered gas to manage erosion concerns. With pressure drop normally being the determining factor for max velocity, there are few, if any, known cases where natural gas pipelines operate above 20 m/sec, with or without filtered gas.
The guidance available for increasing pipeline velocity to 40 m/sec or higher is limited, and only ASME B31.12 provides an updated maximum erosional velocity equation for hydrogen. The definition of filtered gas is also absent, but a figure of 5 microns has been stated in some projects. Operating at higher velocities in existing pipelines will initially result in more dust and debris arriving at the reception facilities, but given the low corrosivity and lack of water in hydrogen, filtration of the inlet gas is considered to be sufficient to allow higher velocities over the longer term. Other impacts of higher velocities, such as noise and vibration, also need to be assessed to either modify or replace items such as thermowells or control valves.
Wood has assessed a range of cases using rudimentary models for different repurposing scenarios as presented in Table 3.

Safety and risk
Existing onshore gas pipelines use generic proximity distance data and QRA techniques to demonstrate pipelines as sufficiently low risk, both from the individual point of view and societal point of view for population groups.
From a proximity perspective, repurposing a natural gas pipeline to hydrogen does not increase these distances and will typically slightly decrease them. There is an ongoing issue with the potential for explosion of an unconfined release, which is subject to full-scale testing to calibrate the current FERA models used by the industry and may increase proximity distance requirements. In addition, the propensity of hydrogen to ignite is an order of magnitude greater than natural gas, and it is generally assumed that any release of a significant size will ignite, even cold vents, and hence this has an impact on overall risk.
Offshore pipelines
While there is existing experience in transporting hydrogen onshore, offshore hydrogen pipelines are new to the industry. While design methodologies provided within onshore standards may be transferred offshore, this environment introduces additional challenges and loading scenarios that may be negatively impacted by hydrogen embrittlement.
For example, while fatigue loading within onshore transmission pipelines is typically low in magnitude, offshore counterparts may experience significant cyclic loading from VIV, or due to pressure fluctuations associated with storage cycles. Axial stresses and strains within pipeline girth welds may significantly exceed those experienced onshore as a result of uneven bathymetry, spanning, or global buckling. Accidental loading such as due to dropped objects and trawling may be impacted by embrittlement effects, prompting a need to reassess damage tolerances for pipelines repurposed for hydrogen service.
When repurposing onshore transmission pipelines, Wood’s experience shows that the degradation of fracture toughness within the weld seam is likely to be the primary indicator of repurposing feasibility, further limited by material sampling availability and ILI crack detection capabilities. Offshore, greater emphasis must also be placed on fatigue performance and girth weld qualification.
The DNV H2Pipe JIP, in which Wood is a participant, aims to tackle these issues and develop a recommended practice for offshore hydrogen pipelines, which will supplement the existing offshore pipeline standard, DNV-ST-F101.
Conclusion
The transition to hydrogen transport represents a significant challenge, particularly in the context of repurposing existing natural gas pipelines. While there have been considerable advancements in developing a hydrogen-ready supply chain for new pipeline infrastructure, the conversion of existing networks, especially offshore, remains a significant challenge. These challenges stem from uncertainties in accurately predicting fracture toughness degradation due to hydrogen, the need to improve crack detection technologies, developing new risk models, and establishing allowable hydrogen flow velocities.
Advancing this effort requires updates to design codes and standards and a collaborative approach through joint industry practices, such as the DNV H2Pipe JIP, which includes Wood’s participation. Further collaboration with TSOs, technology IP owners, and pipe mills, particularly in relation to testing and operational data, are crucial to unlocking hydrogen transportation through repurposed pipelines.

{kind=link}
{kind=link}
{kind=link}