
While ammonia and its derivatives are considered vital for humanity, their production and transportation have significant impacts on the environment. When the energy used to power the process industry is sourced from fossil fuels, it results in considerable CO2 and other greenhouse gas emissions. Additionally, ammonia production is primarily located in specific regions, and its global shipping further exacerbates its environmental impact.
Governments, producers, and other stakeholders worldwide are already working to reduce emissions from the ammonia value chain. In certain countries and regions, governments are implementing carbon emissions and funding green initiatives. At the same time, many producers are committing to lowering emissions, with some already initiating projects to become industry leaders and capitalize on their early efforts.
Colors of ammonia
The Haber-Bosch process, the primary method of ammonia synthesis from hydrogen and atmospheric nitrogen under high pressure, was developed in the early 1900s and is commonly used today. While this method can use hydrogen from any source, the dominant production method today involves using hydrogen derived from fossil fuels. This extraction is typically accomplished through steam reforming of natural gas or coal gasification, leading to significant carbon emissions and resulting in ammonia being classified as ‘grey’.
Efforts to make this conventional ammonia production process more sustainable led to the development of ‘blue’ ammonia. In this method, the carbon dioxide, previously emitted into the atmosphere, is captured and stored. However, this production route makes decarbonizing ammonia difficult and expensive, especially when considering emissions both upstream and downstream of ammonia synthesis. It also does not address the dependence on fossil fuels, one of the key factors driving the energy transition.
Green ammonia is produced using renewable electricity to power electrolyzers, which split water to create hydrogen and oxygen. The nitrogen is derived from the air using a nitrogen generation unit. This approach makes syngas production for ammonia synthesis more sustainable. Furthermore, green ammonia technology is highly adaptable to the intermittency of renewable energy supply. While current green ammonia plants are typically connected to a green energy grid, they are likely to become off-grid in the future. Renewable energy resources are distributed more evenly around the globe than fossil fuels, allowing many countries to become more self-sufficient in fertilizer production, reducing problems related to supply chain disruptions and unforeseen price fluctuations.
Hydrogen produced from renewable electricity can be used as a clean fuel itself and, potentially, power various industries, including hard-to-abate sectors. However, due to its low energy density, hydrogen must be stored under high pressure, and it alone cannot solve many of the challenges the world faces. Transporting hydrogen over long distances necessitates special ships for storage at very low temperatures, which are expensive and difficult to build. In contrast, ammonia, which is easily stored and globally traded, is emerging as a crucial component of future energy systems. Addressing environmental and economic concerns, the nitrogen fertilizer industry can leverage its existing infrastructure and expertise to take the lead, capitalizing on available benefits and incentives.
The difference between the production processes of grey, blue, and green ammonia are illustrated in Figure 1.

Local ammonia production with reduced emissions
Efficiency has long been a cornerstone in the process industry, often leading to the pursuit of economy-of-scale benefits and resulting in increasingly larger fertilizer production facilities. However, as the industry shifts towards a zero-carbon economy, it encounters several challenges in rapidly implementing large-scale green projects. These challenges include the availability of renewable energy, limitations on electrolyzer production capacity, and the modular nature of the electrolyzers, which hampers the achievement of a significant economy of scale.
Starting with small-scale sustainable ammonia production can be a promising step on the journey to a carbon-free future, aimed at reducing the environmental footprint of fertilizer facilities or creating new local value chains. Stamicarbon, the nitrogen licensor within the MAIRE Group, offers a proven solution to the energy transition challenge through its high-pressure Stami Green Ammonia technology. This technology enables the generation of ammonia from renewable energy resources, making Stami Green Ammonia the initial stride towards achieving a carbon-free future and facilitating more environmentally-friendly production of nitrogen-based fertilizers.
Key features of Stami Green Ammonia
Stamicarbon’s technology is based on a high-pressure ammonia loop designed for minimal investment costs and process simplicity and reliability on smaller scales, particularly when using green feedstock. This design benefits from the high purity of its synthesis gas feedstock, leading to greater reactant partial pressure, which enhances the reactivity inside the reactor. Consequently, the process can operate using minimal recycle of unreacted hydrogen and nitrogen, reducing the need for purging.
The Stami Green Ammonia technology distinguishes itself from conventional ammonia methods mainly due to its synthesis gas pressure, which exceeds 300 bar. Thermodynamically, ammonia synthesis is favored at low temperatures and high pressures due to the exothermic reaction and reduction in moles.
One notable advantage of this technology is the phase property of ammonia at such high pressure. Most synthesized ammonia can be condensed using just cooling water, eliminating the need for complex refrigeration setups. Only a simple, single-stage refrigeration cycle is used for safeguarding the catalyst from poisons. The plant employs just one electrically-driven multiservice reciprocating compressor, reducing equipment needs and, consequently, capital costs – a significant benefit for smaller operations. Additionally, the high-pressure system demands only a minimal amount of catalyst due to increased reaction rate.
Small footprint, big impact
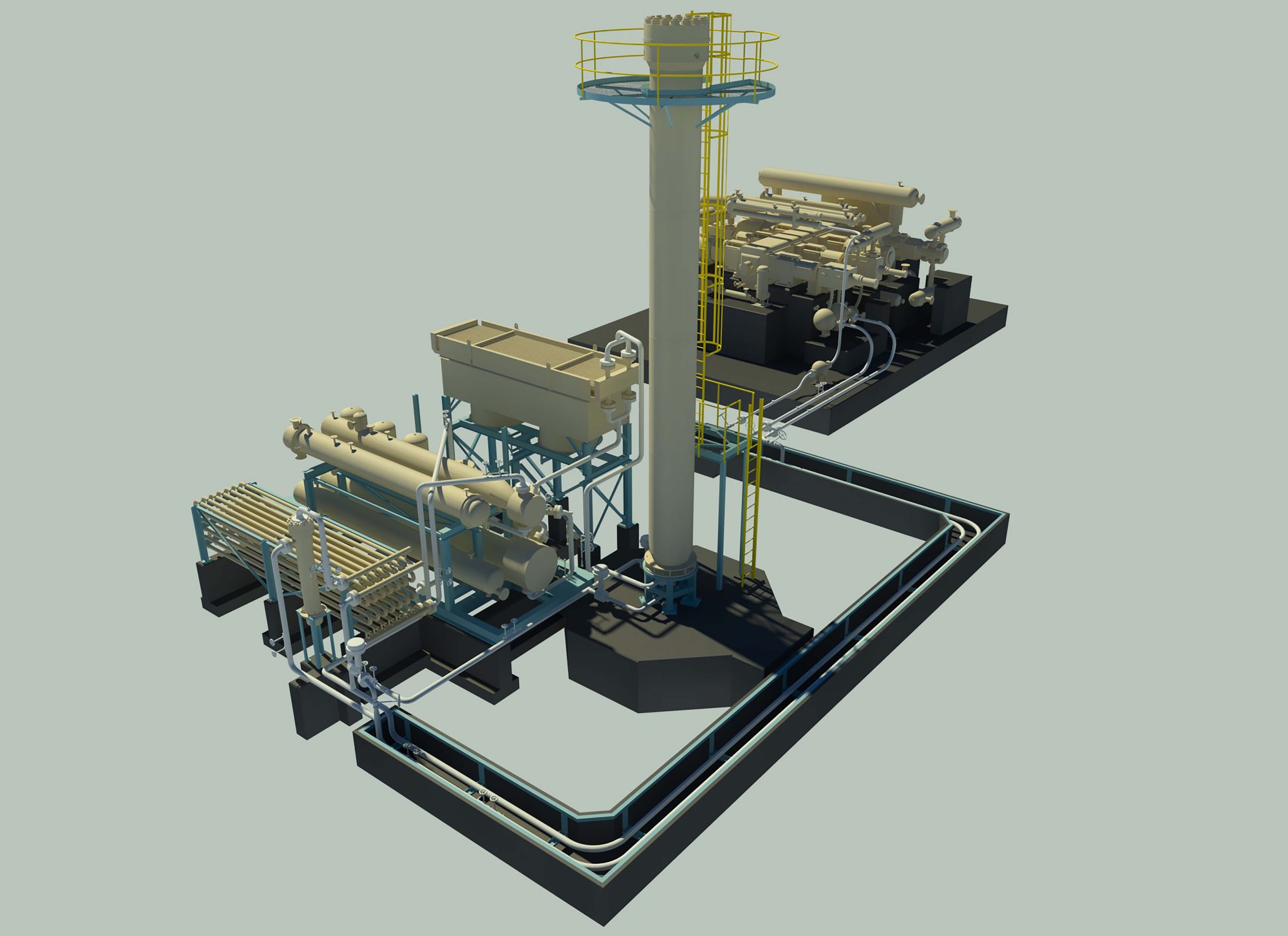
The high-pressure ammonia synthesis loop, operating at approximately 300 bar, has been modified to create the most effective layout for small to medium-sized plants that rely on green feedstock, with capacities ranging from 50 to 500 MTPD. Depending on the capacity, the plant uses about 25–200 MW of power, and its footprint is about 15 x 30 m for smaller scales and 50 x 50 m for larger scales (see Figure 2). These dimensions include the electrolysis section.
The make-up gas, which contains hydrogen and nitrogen, is produced from the upstream electrolyzer and nitrogen generation unit. It is then compressed to a pressure exceeding 300 bar. The recycle stream containing the unconverted gas is recompressed to synthesis pressure using the electrically-driven multi-service reciprocating compressor. The typical process diagram for this technology is illustrated in Figure 3.
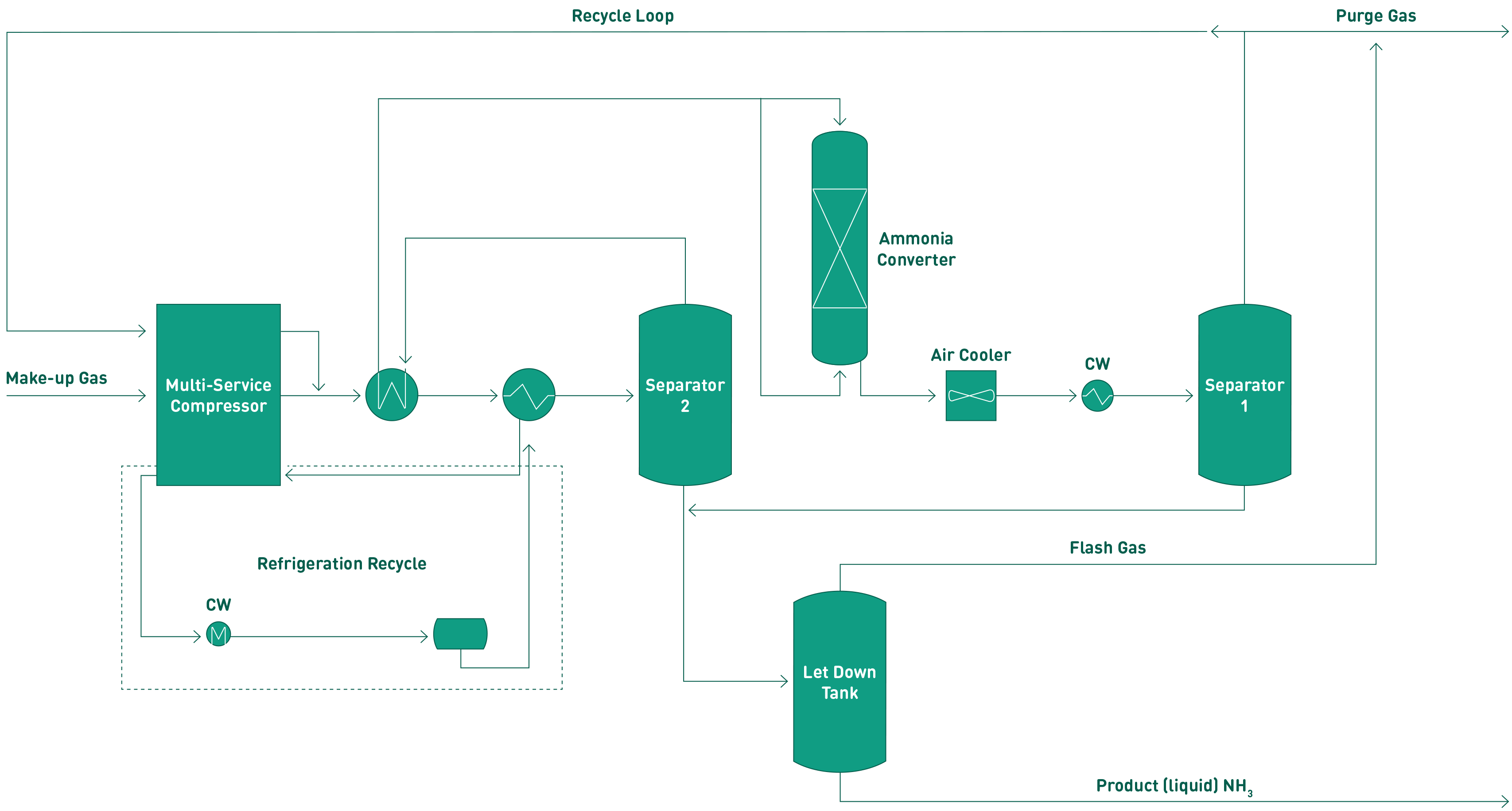
Thanks to the high pressure, the reactor size can be reduced. The ammonia converter used in the Stami Green Ammonia process is a single-bed axial-flow converter with a tubular design, where the feed is pre-heated using the exothermal reaction on the catalyst side to the temperature required for ammonia synthesis. The start-up heater is integrated into the ammonia converter.
The high pressure of the synthesis loop allows for single-stage ammonia condensation using cooling water. This eliminates the need for a refrigerating compressor, thus minimizing equipment count and leading to about 30% CAPEX savings. Over 80% of the ammonia is recovered in separator 1, and part of the uncondensed ammonia is condensed in separator 2, as a safeguard to remove low levels of potentials catalyst poisons upstream of the converter.
Ammonia can be produced under pressurized condition (i.e., 16–18 bar) and at ambient temperature for storage or direct use in a downstream plant. Alternatively, it can be produced at ambient pressure and -33°C for storage in atmospheric ammonia storage, or at any intermediate pressure level as needed.
Pioneering the energy transition
Stami Green Ammonia has already been adopted in several projects worldwide to contribute to industry decarbonization and drive the energy transition in the fertilizer sector. Depending on the plant’s location, available plot space, and various local factors that affect the overall plant cost, either a stick-built or fully modular design can be applied.
- In May 2023, Stamicarbon entered into a licensing agreement with a client in Nebraska, USA, to develop a basic engineering design package for a 450 MTPD green ammonia plant. The Meadowlark Project, a fertilizer production facility in Gothenburg, will be based on the state-of-the-art Stami Green Ammonia technology and is expected to start up in 2026, producing green ammonia to be used as feedstock for nitrogen-based fertilizers.
- In collaboration with NextChem, a MAIRE’s company dedicated to Sustainable Technology Solutions, Tripatra Engineering is investigating the feasibility of a green ammonia project in Bontang, East Kalimantan, Indonesia. This green ammonia feasibility study for Kaltim Parna Industri includes a conceptual design, location assessment, economic analysis, project schedule, and the final report to implement the green ammonia project. The plant under investigation will be based on Stami Green Ammonia, with an initial capacity of 300 MTPD and the potential for further expansion. It will be a greenfield project with no neighboring facilities, powered by renewable electricity from hydropower to produce low-carbon-intensity ammonia. The project is expected to commence in 2027. As one of Indonesia’s first green ammonia projects, it is expected to produce ammonia for local consumption and export to neighboring countries, facilitating the energy transition in transportation, power generation, and the chemical sectors.
- In a recent pre-feasibility technical study for Minbos Resources, Stamicarbon investigated the most suitable plant configuration to produce green nitrates in the Malanje Province of Angola, east of the capital, Luanda. The study assessed the feasibility of an integrated industrial project, which includes Stami Green Ammonia, Stami Nitric Acid, and nitrates finishing technology, in collaboration with INCRO. Minbos Resources has allocated 200 MW of 100% renewable electricity from the Capanda Hydroelectric Dam to power the plant and support the production of 320 MTPD of green ammonia. This feedstock will be used to produce 980 MTPD of calcium ammonium nitrate (CAN) for the local fertilizer market and 730 MTPD of low-density ammonium nitrate (LDAN) for use in the mining industry in neighboring countries. The complex aims to improve fertilizer supply availability in the region and to be fully designed as a carbon-free facility by avoiding the use of natural gas or other carbon-based feedstocks.
- In October 2023, Stamicarbon secured a new project to conduct a pre-feasibility study as an initial phase to define the process configuration of a 450 MTPD green ammonia plant for a major fertilizer producer in the Middle East. The study will focus on the process units within the battery limits, including Stami Green Ammonia as the core technology, along with existing proven technologies for water electrolysis and nitrogen generation.
- Green ammonia also presents opportunities for collaboration between the fertilizer and energy markets. This collaboration is already being explored by Stamicarbon in the EU-funded INITIATE project, where carbon-rich off-gases from steel mills will be used as feedstock for fertilizer production. The conditioning of steel gases will be integrated with ammonia synthesis using modular carbon capture, utilization and storage technology.
Start small, think big
Stamicarbon’s technology package offers a competitive option for small-scale. local production of a high-value product with significant potential in a carbon-free economy. It can be integrated with its current mono-pressure and dual-pressure nitric acid and urea processes. This allows the transition from traditional grey ammonia to green ammonia, ultimately enabling the production of green nitrogen fertilizers.
