
The relevance of methanol
Methanol (CH₃OH) is one of the most essential chemical compounds and, alongside ethylene, propylene, and ammonia, is among the four most-produced chemicals globally. It is a colorless, water-soluble liquid under ambient conditions (20°C, 1 bar), which makes it easier to handle and transport than other alternatives.¹
Over the last decade, global demand for methanol nearly doubled, reaching approximately 100 million tons in 2023. About two-thirds of this production is used to synthesize other essential chemical compounds, such as formaldehyde, acetic acid, and methyl methacrylate. Methanol also plays a critical role in the production of olefins via the methanol-to-olefins (MTO) route. These intermediates are subsequently transformed into a variety of materials used in everyday life, from paints and plastics to automotive component and building materials.¹
New applications for methanol are also being explored, such as the production of aromatic compounds (benzene, toluene, and xylene) via the methanol-to-aromatics (MTA) route or its use for sustainable aviation fuel (SAF) synthesis via the methanol-to-jet route. However, both technologies are still under development, with methanol-to-jet technology in the final stages of ASTM approval, expected in July 2025.
Methanol is also gaining traction as a marine fuel, offering a promising decarbonization pathway due to its similarities with conventional fuels. In 2021, demand for methanol as fuel grew by over 14%, reflecting increasing interest in its potential as a clean alternative.¹
Cutting emissions using renewable hydrogen
Currently, methanol is almost exclusively produced from fossil fuels, with approximately 65% of global methanol (MeOH) production based on Steam Methane Reforming (SMR) using natural gas (grey methanol) and the remaining 35% based on coal gasification (brown methanol). The reforming or gasification of these fuels is needed to generate syngas (a mixture of H₂ and CO), which is the feedstock for the process. As a result, methanol production is responsible for the emission of approximately 0.3 gigatons (Gt) of CO₂ per year, accounting for 10% of the chemical sector’s total emissions.¹
Therefore, it is necessary to evaluate how this compound can be produced in a more sustainable way. Besides fossil fuels, methanol can be synthetized from renewable sources, following biological routes to produce methanol or by producing synthetic or e-methanol. In this process, hydrogen is obtained via water electrolysis and the CO₂ is captured from biogenic sources. In this case, the methanol produced follows the Power-to-X route and is considered a Renewable Fuel of Non-Biological Origin (RFNBO) when, according to the Delegated Acts for RFNBOs, it achieves at least a 70% reduction in greenhouse gas emissions compared to the reference fuel.
E-methanol production
The most mature and simplest technology for e-methanol production involves the production of hydrogen using water electrolysis powered by renewable electricity and its combination with CO₂. The e-methanol synthesis process is very similar to the production of methanol from fossil fuel-derived synthesis gas, which ensures a high degree of technological maturity (TRL 8–9). Slight differences such as a higher water formation need to be addressed; however, catalyst providers have already developed materials to address this issue.
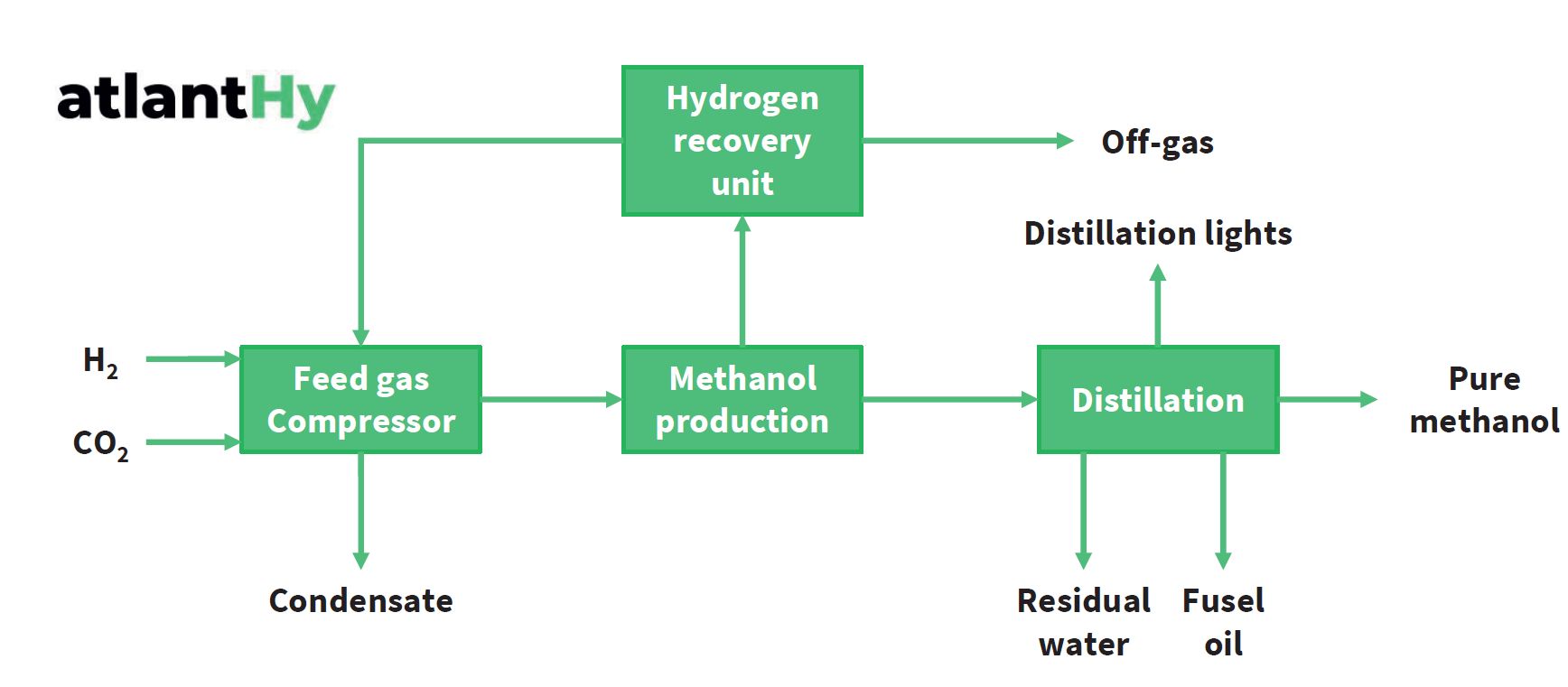
To produce e-methanol, the electrolysis process is complemented by a catalytic reactor where CO₂ hydrogenation takes place. Key components of a methanol plant include the reactor, distillation columns, gas compressors (H₂ and CO₂), and auxiliaries (cooling and other process elements), as shown in Figure 1.
In terms of chemistry, methanol synthesis via CO₂ hydrogenation can be explained by three fundamental equilibrium reactions: CO₂ hydrogenation (1), reverse gas-water shift (2), and CO hydrogenation (3).²,³

From a thermodynamic point of view, the hydrogenation of CO₂ to produce methanol (CH₃OH) is most efficient at low temperatures and high pressures. The adequate catalysts for the hydrogenation of CO₂ to methanol are multi-component catalytic systems based on a copper-zinc-aluminium catalyst (Cu/ZnO/Al₂O₃). In terms of temperature, the optimal range in the reactor is between 200°C and 300°C, while operating pressures must be between 40 and 100 bar.
In the e-methanol production process, previously compressed H₂ and CO₂ are fed into the methanol synthesis reactor. In this reactor, the hydrogenation of CO₂ takes place, producing a stream of methanol diluted in water (crude methanol).
Since CO₂ hydrogenation is an exothermic reaction (releasing energy, approximately 49.8 kJ per mol of methanol produced), the system requires efficient heat removal. For this purpose, a water-cooling system can be employed, which takes advantage of the latent heat of vaporization of water to remove the waste heat of the reaction, generating steam (a concept known as Boiling Water Reactor, BWR). Alternatively, the inlet gas (the mixture of H₂ and CO₂) can also be used to cool down the system, allowing the reactor outlet stream to preheat the mixture fed to the synthesis loop.
Given that the reaction does not achieve 100% conversion, the reactor effluent is separated in a high-pressure separator to recycle unreacted gases and send the crude methanol to the distillation system. In this stage of the process, components are separated based on their boiling points, obtaining practically pure streams of methanol (CH₃OH) and water (H₂O) (Figure 2). To achieve this separation, it is necessary to apply heat. Therefore, the waste heat generated in the reactor can be used in this stage, reducing the need for external energy. The heat dissipated can be used to produce between 0.6 and 0.7 tons of steam per ton of methanol.

Even with the implementation of heat integration, the distillation process generally requires the import of heat, for example, in the form of low-pressure steam. The specific requirements vary between 0.4 and 2 tons of steam per ton of methanol. Hence, we can see that methanol production requires additional heating sources, unlike ammonia synthesis, which does not.
To purify crude methanol via distillation, there are various strategies depending on the specific objectives: from maximizing purity (such as AA grade) to balancing operating costs (OPEX) and investment (CAPEX). To obtain high-quality methanol, more than one distillation column may be required, depending on factors such as the by-products generated and the end use of the methanol (chemical industry or fuel).
The first option consists in the use of two distillation columns, where the first separation unit is used to eliminate possible light by-products and the second one for methanol refining, eliminating possible heavy by-products such as fusel oil (a mixture of undesired alcohols) and water.
On the other hand, there is the possibility of using three distillation columns. This alternative is more expensive in terms of investment but more economical in terms of operational costs, as it reduces the heat demand via heat integration. In this distillation strategy, the topping column is accompanied by two columns: a pressure column and a refining column. The pressure column is operated at a higher pressure than the refining column, and the product from the topping column heads (methanol vapor) can be used to provide the necessary heat to the refining column reboiler by condensation. This reduces the net energy requirement of the purification system (Figure 3).⁴

Finally, a single distillation column can be installed for methanol purification if it is to be used as a fuel. This configuration would result in a lower methanol purity but high enough to be used as a fuel for energy purposes (95% vol.).⁴
Costs and consumptions of e-methanol plants
Methanol plants investments are not negligible; however, in a Power to X plant, these can still represent less than 30% of the total investment compared to the entire electrolysis system. In terms of initial investment, for a turnkey plant with a production capacity of 80,000 tons per year, an estimated investment of €70–100 million can be expected, excluding the costs of hydrogen production and CO₂ capture.
This high investment makes it advantageous to develop the plants as large as possible (limited by the availability of CO₂), since, as production capacity increases, operating and capital costs per unit of production are significantly reduced through economies of scale.
In terms of specific values, for each ton of methanol produced, approximately 0.2 tons of H₂ and 1.4 tons of CO₂ are required, depending on the carbon efficiency of the chosen technology and the purity of the gases. Moreover, 0.8 MWh of electricity and 0.3 MWhth of thermal energy will be consumed, in addition to the need to dissipate 2 MWth of heat. Table 1 presents an example based on a plant with an annual production capacity of 80,000 tons of methanol, assuming 8,000 hours of operation per year.
These consumption figures are estimates and may vary depending on operating conditions and the pressure at which H₂ and CO₂ are received. In this reference case, it is assumed that both CO₂ and H₂ arrive at atmospheric pressure. Consequently, energy consumption could be considerably reduced if feedstocks were supplied at a higher pressure, , which can be easily achieved using pressurized alkaline or PEM technology, with suppliers such as Plug Power offering output pressures of up to 40 bar. Assuming a reactor operating pressure of 100 barg, if hydrogen is supplied to the plant at 40 barg and CO₂ at atmospheric pressure, the specific power consumption per ton of methanol produced would be reduced from 0.8 MWh to 0.5 MWh (a 37.5% reduction in energy penalty).

In addition to the investment, the cost of methanol is strongly influenced by the cost of the feedstocks. To exemplify this impact, a preliminary calculation can be made by assuming feedstock costs. Considering only the acquisition of raw materials and assuming a cost of €4,000/ton for hydrogen (currently in Spain, its cost is around €4,500–5,000/ton, according to AtlantHy’s estimates) and €100/ton for CO₂, the base cost of methanol would be €940/ton of MeOH.
This is the base cost considering only the cost of raw materials, which accounts for about 80% of the final cost of methanol. In addition to this cost, other operational costs of the plant would have to be included, as well as the amortization of the initial investment (CAPEX), resulting in a final cost of methanol (Levelized Cost of Methanol, LCOM) in the range of €1,000–1,200/ton of MeOH (three times the current cost of grey methanol), as shown in studies such as those conducted by IRENA (Figure 4).¹

Thus, although CAPEX has some influence, the main barrier to the production of e-methanol from CO₂ and H₂ is the high cost of raw materials, especially hydrogen produced from water electrolysis, which consumes in the range of 50–58 MWh per ton of H₂ (in low-temperature technologies, PEM and AEL) as it is an inefficient process that dissipates 20–30% of the input energy as heat. For this reason, reducing the price of renewable energy and increasing the efficiency of electrolyzers is essential to lower the current cost premium. As shown in Figure 5, elaborated with our models, for every €20/MWh reduction in the price of electricity, the cost of hydrogen production is reduced by approximately €1,000/ton of H₂.

Integration of e-methanol plants
When integrating an e-methanol plant, a holistic approach must be taken to ensure that all parts of the project are considered in the design, not just the methanol production plant. The main aspects to consider for the efficient operation and proper integration with the hydrogen and carbon dioxide supply are as follows:
- Purity of raw materials
- Variability of feedstock supply
- Flexibility of the methanol reaction system
- Flexibility of the methanol distillation system
Purity of H₂ and CO₂ streams
Pollutants
The deactivation of catalysts is influenced by impurities that interfere with their activity. The presence of contaminants can poison the catalysts, decreasing the conversion rate of CO₂ and H₂, which can lead to plant malfunction and economic penalties due to the cost of replacement and the downtime associated with increased maintenance needs. The main pollutants are:
- H₂S, COS, CS₂, and other sulphur compounds
- HCN, NOx
- NH₃
- Amines
- KOH (alkaline electrolyzers)
- O₂
Inerts
On the other hand, there are other substances that do not poison the catalyst but decrease the overall efficiency of the process: the so-called inerts. Inert gases, such as nitrogen or argon, do not participate in the methanol formation reactions. Their presence reduces the concentration of the reactants (H₂ and CO₂) in the reaction mixture, which dilutes the process gas, potentially leading to less interaction with the active sites of the catalyst, and increases energy consumption due to the need to compress and recycle larger volumes of gases.
Raw material and crude methanol storage
In a typical methanol plant, the lower limit of the synthesis loop operation is usually in the range of 30–50% of maximum capacity, while distillation requires at least 50%. This means that the plant can reduce its output to 30–50% of rated capacity without significantly affecting yield, methanol quality, or energy efficiency.
Therefore, specific considerations regarding the storage of feedstock, intermediates, and final products are essential. These aspects not only impact internal and external logistics but also operational efficiency and process safety. The main factors to be considered in storage design and management are detailed below.
As renewable hydrogen is produced from variable energy sources such as wind or solar energy, this introduces a degree of variability in production, which in turn affects the continuity of hydrogen supply. To ensure a constant supply and smooth operation of the methanol plant, adequate hydrogen storage is crucial. The capacity and design of this storage system depend on several factors:
- The renewable energy profile, as it indicates when there will be shortfalls in hydrogen production.
- The percentage of hydrogen supply that comes from on-site production or external suppliers and its expected variability, particularly if the hydrogen is supplied through a combination of in-house production and third-party purchases.
All these elements must be integrated into the plant design to ensure operational stability and efficiency. In general, due to the cost of storing hydrogen, a strategy that guarantees supply for 4–10 hours is recommended. This intermediate storage can be significantly avoided or reduced in locations where grid electricity has a high share of renewable energy, as the project could connect to the national grid without compromising the greenhouse gas intensity of the RFNBO produced.
Although the CO₂ production profile is generally less variable compared to hydrogen, adequate storage systems are also essential. Given the greater ease of storing CO₂ compared to hydrogen, it is generally recommended to store a quantity of CO₂ that guarantees the plant’s supply for 1–5 days, although these values will vary considerably depending on the specific case.
Distillation is the main limiting factor in load variations, as its lower operating limit is more rigid than that of methanol synthesis, requiring operation at a minimum of 50% of its capacity. To successfully couple these two stages, crude methanol storage is recommended to allow each part of the plant to operate under optimal conditions.
If the reactor needs to operate at higher or lower flow rates due to operational adjustments, the crude methanol storage system can handle these variations by storing excess crude methanol or supplying it to the distillation column when necessary. The recommended storage time will depend on the parameters and production profiles considered for the plant; however, at least one day of crude methanol production is recommended.
Conclusion
E-methanol is positioned as a key solution for decarbonizing chemical industry, shipping, and aviation – sectors that face significant challenges in their transition to decarbonization. However, its economic viability is currently limited by its high cost compared to fossil fuels, driven primarily by the price of renewable hydrogen, which constitutes the most significant component of its cost structure.
To ensure the success of a renewable methanol project, it is critical to optimally integrate methanol and hydrogen plants, with a strategic focus on reducing hydrogen production costs (LCOH), as this will be the main contributor to the levelized cost of methanol (LCOM). At AtlantHy, we specialize in supporting these projects to reach their full potential, optimizing designs and processes to achieve the lowest possible costs and facilitating the adoption of e-methanol in the market.
