
By Ilaria Schiavi and Marianna Franchino, Environment Park
The issues
Hydrogen plays a key role in achieving the European Union’s 2030 target of carbon neutrality, and private and public investments are fuelling the development, demonstration and deployment of technologies for the production, storage, and use of hydrogen. It is expected that some 20–40 GW of electrolysis capacity, along with approximately 10,000 units of fuel cells, will be installed in the EU by 2030. These units will eventually reach the end of their operational life, with the specific time span depending on the type of application and operational conditions, ranging from approximately 8,000 hours of operation for lightweight vehicles to 80,000 hours for stationary applications.
It is clear that EoL strategies are among the issues that need to be considered to ensure the sustainability of this expansion. Other issues, connected to EoL but also to eco-design of fuel cells and electrolysers, include materials sourcing and use. Indeed, hydrogen technologies are highly dependent on critical raw materials, which represents a recognised risk, especially considering competing markets (e.g., batteries for electric mobility). The recent Critical Raw Materials Act reflects the EU’s commitment to mitigating the risks associated with its dependency on imports and includes a dedication to improving the circularity of critical raw materials, from recycling to the use of secondary sources. This is also in line with the overall Green Deal strategy, aimed at improving resource use through the application of the circular economy paradigm.
The hydrogen supply chain will need to align with the broader EU industrial, environmental, and economic strategies and policies. This process includes the development and implementation of eco-design guidelines, as well as clear strategies for the management of EoL devices. These strategies must be supported by viable and scalable recycling technologies for fuel cells products, capable of producing high-value recycled materials that can be reintroduces into fuel cell and other hydrogen technology products, all while minimising the environmental impact of the processing.
The project
BEST4Hy is a three-year project that started in January 2021 and involves a multidisciplinary team comprising researchers and practitioners from academia, research centres, business support organisations, and a strong industry representation, including recyclers and fuel cells manufacturers.
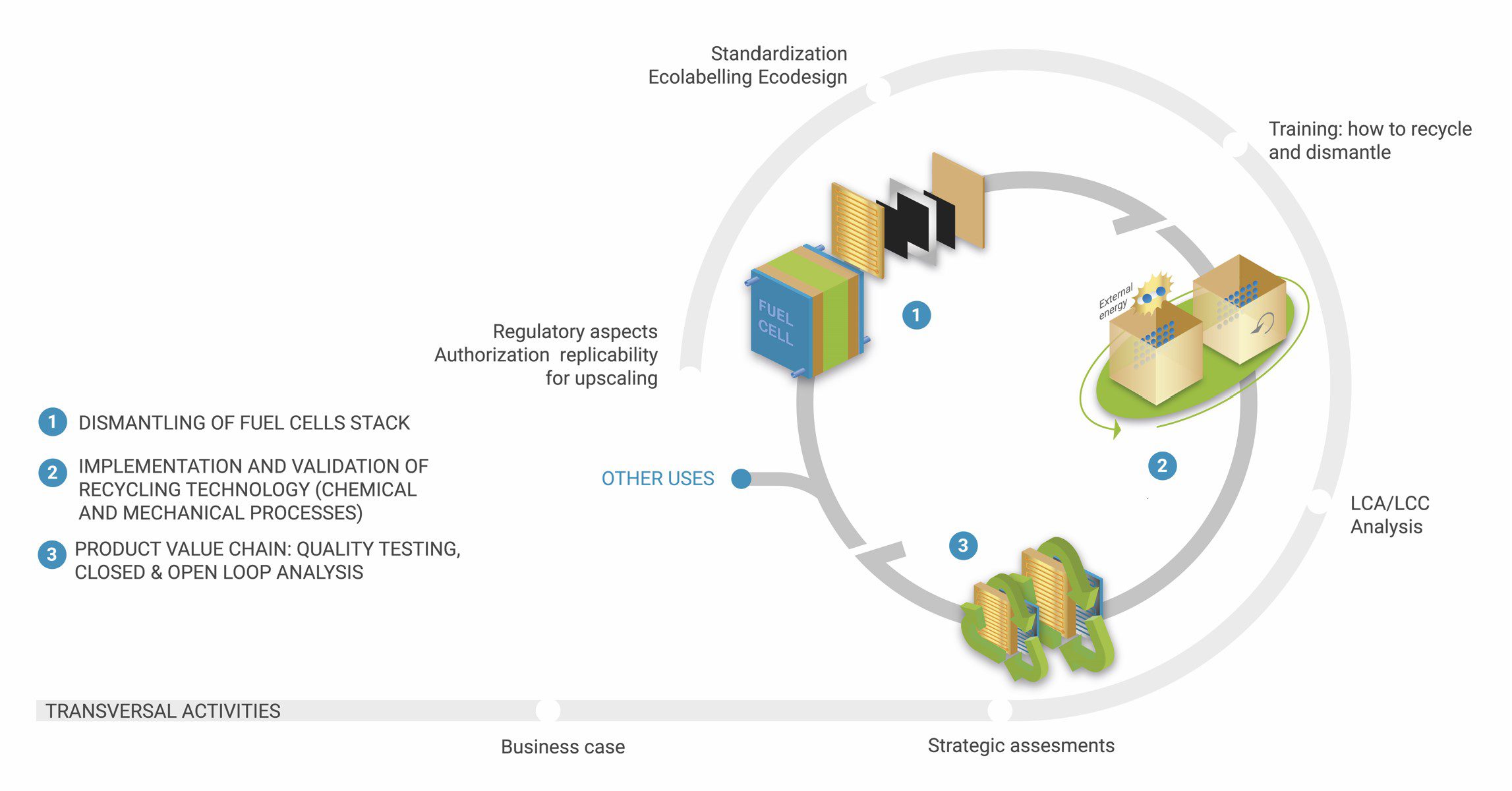
The project is developing various dismantling and recycling technologies for proton-exchange membrane fuel cells (PEMFC) and for solid oxide fuel cells (SOFC) up to TRL5 (Technology Readiness Level 5). These technologies aim to maximise the recovery of platinum, yttrium-stabilised zirconia (YSZ), and nickel, and to experiment with the recovery of ionomer, lanthanum and cobalt. These materials are intended for reuse in PEMFC and SOFC active components in a closed-loop recycling approach. Cells manufactured using recovered materials are subjected to performance testing in both laboratory and industrial settings to assess any trade-offs associated with the use of secondary raw materials.
The recovery processes are also being evaluated for their environmental impacts, with the aim of driving the optimisation of their further scale-up. Furthermore, an analysis on the regulatory and standardisation framework surrounding the issue of eco-design and end-of-life management is being conducted.
The project has very ambitious targets, the main one being:
- The recovery of at least 80% of incoming Pt in PEMFC technology and anode material from SOFCs, achieved through the adaptation or combination of existing recycling technologies, validated at TRL5;
- The recovery of at least 90% of incoming Pt and 100% of the membrane or 80% of the ionomer through two novel recycling technologies for PEMFCs, validated at TRL5;
- The recovery of at least 80% of La and Co from SOFC, demonstrated at TRL3;
- The manufacture of new SOFCs with at least 30% of recycled materials (combining recovered YSZ, Ni, and lanthanum-strontium-cobaltite [LSC]);
- The manufacture of new PEMFCs with at least 90% of recycled Pt.

PEMFC recycling technologies
The innovative technologies developed within BEST4Hy for EoL PEMFCs focus on Pt (high material value and high criticality) and ionomer (PFSA, medium material value and medium criticality). In terms of recovery targets, it is known that devices reach in platinum group metals (PGMs) enter the recycling chain for only 11% of the arisings (low value), while a good rate of recovery at EoL (up to 95%) is achieved for industrial catalyst and for automotive catalyst (50–60%). PGMs have a high market value, making their recycling is particularly attractive in both closed-loop and open-loop scenarios.
The project initially studied the disassembly of fuel cell devices and preparation of components for recycling. These preliminary steps are of interests for recyclers who receive full stacks and seek the most efficient way to extract the components with the highest-value materials while optimising the overall process results. This information also feeds back to the eco-design of PEMFC stacks, cell packages and membrane electrode assemblies (MEAs).
Dismantling considers manual, mechanical, and gaseous approaches tailored to fuel cell assemblies to achieve less than 1% loss of components, including those containing valuable metals. This is a significant improvement compared to a scenario where non-fuel-cell-specific dismantling could result in up to a 15% loss of Pt from EoL PEMFCs entering the recycling process, which would in turn result in an overall recycling efficiency of around 68%. Minimising this initial loss is crucial given the value of Pt, making appropriate disassembly and dismantling essential steps. Furthermore, one of the technologies allows for the recovery of the whole membrane.
The recovery technologies studied within BEST4Hy are based on either readaptation of existing methods applied for the recycling of devices with a similar level of complexity and content of precious/critical materials or are novel technologies developed within the project. They represent alternatives to pyrometallurgy and are chosen specifically to minimise energy costs and support the recovery of other stack components. More specifically, the selected process are as follows:
- A wet chemistry approach for the recovery of Pt as salt, already used as an alternative to pyrometallurgy as well as at lab scale for qualitative analysis of Pt content in automotive catalytic reformers. The salt can be used as a precursor for catalyst synthesis for re-manufacturing of active components of PEMFCs.
- An alcohol dissolution separation process for the recovery of a Pt-rich compound and ionomer, chosen as it is also suitable to the recovery of other PGMs;
- An electrochemical recovery route coupling electrochemical leaching and electrodeposition, currently optimized for precious metals in other markets and applications.
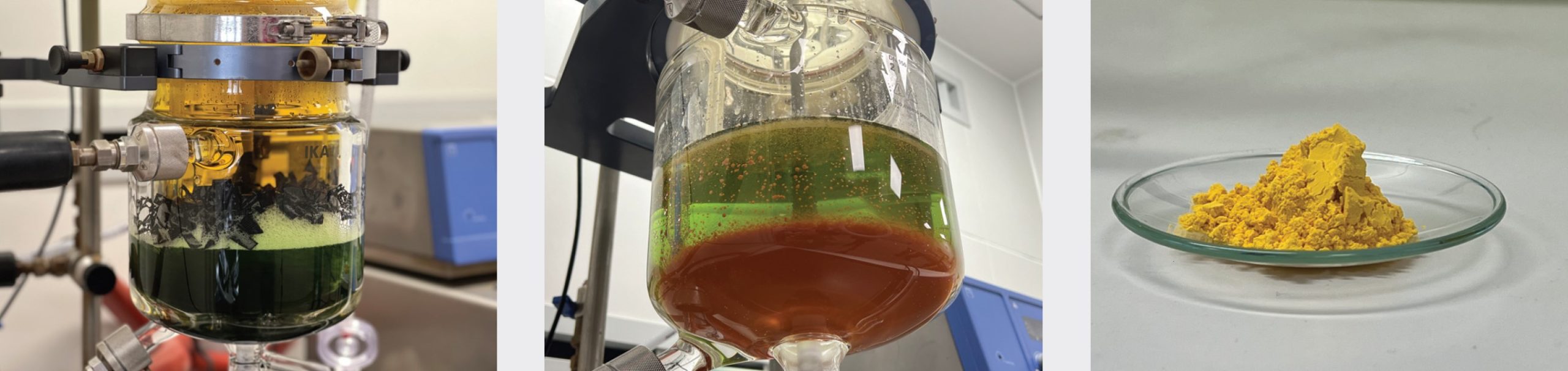
The wet chemistry approach is a purification process consisting of a leaching process followed by filtration and precipitation to obtain Pt as a solid (NH4)2PtCl6 salt, diammonium-hexachloroplatinate. This can be used as a precursor salt in the synthesis processes of the catalyst of the MEAs.
The alcohol dissolution process has been chosen for further development as it ensures the recovery of a Pt-rich compound and the fluoropolymer perfluorosulfonic acid (PFSA) ionomer, which is usually lost in pyrometallurgical processes with emissions of dangerous gases.
The process of electro lixiviation/deposition, based on a CEA patent, enables the recovery of platinum without the use of organic solvents or acids. The process is free from toxic gas emissions and operates in only one step, with the Pt migrating from the anode and getting electrochemically deposited at the cathode of the same electrochemical cell.
The processes described have been validated at TRL5, and have achieved the target recovery yield for Pt and ionomer.
The Pt recovered as salt has been used for the synthesis of the catalyst (named recycled Pt/C) through a polyol-based technique, a process also developed to TRL4 during the project. Different ink compositions, including recycled catalysts have been used to manufacture MEAs that were tested for performance to identify the best combination of ionomer and recovered Pt/C catalyst (I/C) ratio. The ink with the optimal composition, i.e., the ink providing MEAs including 100% of recycled catalyst on both side anode and cathode, reaching up to 95% performance of MEAs manufactured at CEA with commercial components under electric load, was then used to manufacture an industry-standard-size Catalyst Coated Membrane (CCM) to be tested for performance on an industrial test bench. The validation of this specific CCM in 25 cm², including only recycled catalyst, showed similar performance, and even higher performance in specific conditions, compared to MEA manufactured with commercial components.
SOFC recycling technologies
BEST4Hy project has developed two different technologies for the recovery of anodic and cathodic materials derived from scrap and EoL SOFCs. The project aims to maximise the recovery of critical materials from both the anode and the electrolyte (respectively NiO-YSZ sintered ceramic-metallic cermet, reduced to Ni-YSZ during operation, and YSZ, with both Ni and YSZ being targeted) as well as the cathodic material (LSC, with recovery of lanthanum and cobalt).
The BEST4Hy team first tackled the separation of the cathode from the anode-supported electrolyte of EoL cells to direct the two materials to the optimised recycling routes. Scrap cells, i.e., residues from cell production, were also made available for recycling trials.
For the anode-supported electrolyte, a combination and adaptation of hydrothermal and hydrometallurgical methods were studied to first disaggregate and pulverise the cermet components, followed by milling to obtain suitable size particles for the hydrometallurgical processing.
Oxidative selective leaching of Ni from the powders was performed to recover the YSZ phase. Ni has also been recovered from the leached solution in form of a precursor of NiO, which could also be used for the manufacture of new cells. The process has been developed up to TRL5 and is currently undergoing optimisation. This process has been found suitable for both scrap-cell and EoL-cell materials, using a single reactor that can be adapted for both hydrothermal and hydrometallurgical processes.
For the cathode, a brand-new process was developed up to TRL3 for the recovery of the lanthanum and cobalt. This process involves the acidic leaching of La and Co from the LSC powders obtained by milling, followed by precipitation to obtain lanthanum and cobalt oxalates, which are then converted into oxides. The oxides are suitable precursors for the synthesis of LSC, which was also trialled in the laboratory with the recovered La- and Co-rich compounds.
The YSZ powders obtained from the anode-supported electrolyte have been sent to the cell manufacturer for production trials, which required slight adaptation to the size distribution of the particles in the recovered material. Further manufacturing is now ongoing to produce cells for industrial testing. The cells with recovered materials will also include LSC manufactured with recovered La and Co.
Environmental impact evaluation
Environmental costs of the processes have been evaluated using a Life Cycle Assessment (LCA) approach, following the EU Product Environmental Footprint guidelines and incorporating the JRC Circularity formula, in collaboration with the sister project eGHOST. The LCA was conducted for cell manufacturing, marking the first evaluation of SOFC production, as well as for recovery technologies, considering different EoL strategies and recycling opportunities.
Due to the relatively low TRL of the recovery technologies developed within BEST4Hy and some well-known gaps in data availability for certain virgin materials, particularly rare earths, the LCA was used primarily to identify the ‘hot spots’ of environmental impact, to be mitigated in future scale-up and development of the recovery processes.
Currently, Life Cycle Costing (LCC) is underway, using a methodology developed within sister project SH2E. Additionally, a cost-benefit analysis will be conducted to support informed decision-making under different market and socioeconomic conditions, accounting for factors such as changing costs or supply conditions for key materials and potential disruptions in materials delivery. Finally, guidelines for ecolabeling of Fuel Cell and Hydrogen (FCH) products are in preparation.
Regulatory aspects
The analysis of the regulatory aspects supporting the management of EoL hydrogen technologies concluded that EoL fuel cells are not yet included in the existing relevant policies. However, a potential pathway can be outlined by considering current proposals on Batteries Regulations, as batteries are similar complex systems entering most fuel cells markets, albeit subject to different waste management regulations as hazardous materials. Additionally, other ongoing policy developments, such as those related to eco-design for electric and electronic components and EoL vehicles, offer insights into potential approaches.
Conclusion
Project BEST4Hy is demonstrating at TRL 5 how existing recovery technologies can be adapted to extract valuable (i.e., critical and strategic) materials from EoL fuel cells and production waste and scrap. New tailored technologies have also been developed to support the recovery of critical materials. The bench pilots look promising for further development to higher TRLs, supported by the ongoing assessment of the environmental impacts, which will highlight areas for optimisation in terms of energy and resource use. Preliminary lab tests on the performance of active components incorporating recycled materials have also provided satisfactory results, while final assessment by industry partners is to be undertaken by the end of the project.
The results of the project are to be presented to a range of industry and project stakeholders in dedicated workshops where the wider impact of the work started with BEST4Hy will be explored. This will include potential policy development aspects, in close collaboration with sister Horizon 2020 projects working on eco-design and sustainability assessment of fuel cell and hydrogen technologies.
BEST4Hy represents a first step towards the identification of suitable recovery technologies and recycling routes to support the circularity of critical raw materials within the hydrogen supply chain and beyond. Further developments are required to optimise, validate, and industrialise the processes so that they can be ready for deployment by the hydrogen technologies supply chain with the expected increase of arisings. Suitable recovery technologies are key to the implementation of EoL strategies, but policy and regulatory support related to fuel cell waste and resource management, eco-design, and more, is also needed.
Acknowledgements
The authors wish to acknowledge the contribution of the project BEST4Hy team of researchers from: Politecnico di Torino, Turin, Italy; CEA Liten, Grenoble, France; University of Ljubljana, Ljubljana, Slovenia; Hensel Recycling GmbH, Aschaffenburg, Germany; IDO-Lab GmbH, Karlstein am Main, Germany; EKPO Fuel Cell Technologies GmbH, Dettingen an der Erms, Germany, Elcogen AS, Tallinn, Estonia; RINA Consulting SpA, Genova, Italy.
BEST4Hy has received funding from the Fuel Cell and Hydrogen 2 Joint Undertaking (now Clean Hydrogen Partnership) under Grant Agreement No.101007216. This Joint Undertaking receives support from the European Union’s Horizon 2020 Research and Innovation program, Hydrogen Europe and Hydrogen Europe Research.
About Environment Park
Environment Park is Turin’s Technology Park, established in the 1990s as a result of the urban revitalisation of an industrial brownfield near the city centre. Built as an example of sustainable construction, it has since evolved into a centre of knowledge transfer and innovation in various areas, including green building, energy efficiency, low-impact surface treatments, circular economy, and, most notably, hydrogen technology. Environment Park actively supports the local innovation ecosystem through its specialised laboratories, research infrastructure, and highly skilled staff. Additionally, it serves as a valuable reference on sustainability for local policymakers and has supported the Regional Authority in the drafting of its Hydrogen Strategy. Environment Park also coordinates the BEST4Hy project, whose name stands for SustainaBlE SoluTions FOR recycling of end-of-life Hydrogen technologies.
